

新闻中心
新闻中心
2023-04-26
一、砂带耐用度
耐用度是工具能够进行有效使用的时间。对于砂带磨削而言,砂带的耐用度是指砂带在满足一定磨削条件(如材料切除率、磨削力、磨削温度等)下进行磨削的时间,通常用秒(或小时)来表示,在实际应用中也有用累计磨削量来表示,即整个砂带所磨削的材料总量(mm3)或积累加工的工件数量。这种方法虽然不够严格,但简单,应用方便,能够大致反映出砂带耐用度的实际情况。
砂带的耐用度不同于砂轮耐用度,后者是指两次修整间的加工时间,而前者通常不能修整,一条砂带一直用到不能再用为止。所以砂带的耐用度仅从这点来看比砂轮长得多,一般都在4~10h。其耐用度,重负荷磨削时较短,轻负荷磨削时较长。差的可能仅用10~30,min,好的砂带能用上几天,这视具体加工条件而定。
二、更换砂带的判别原则
判别砂带使用是否已到期,主要是依据其磨损情况,当进入磨损末期,砂带的使用寿命也就终结,说明需换新的砂带。磨损是否进入末期,主要由下列参数反映:
1)材料切除率或磨削效率,当其下降到规定的树脂时,即可认为对本项磨削(给定磨削用量和其他条件)来说,砂带使用寿命已经到期。
2)磨削力。当磨削过程中磨削力超过某一规定值时,也可作为砂带使用寿命到期的标志。
3)磨削温度。磨削过程中,如果磨削温度好过了规定的标准,则也可认为砂带使用寿命到期。实际应用中,对判定温度是否超标直接的方法是观察工件表面是否出现烧伤。
以上判别仅仅是从磨削性能一个方面看的。实际生产中,生产成本也是一个很重要的因素,因为过早地更换砂带意味着工具消耗增多,过晚,磨削效率太低,工时费用增大,成本增高。所以判别砂带是否应该更换,要将这两者结合起来,而最终目标是尽量减少单件成本。统计表明:通过对单件产品的平均成本分析,砂带磨削在很高的生产率下进行时,虽然砂带寿命会因此而变短,但这与为了获得每条砂带最长的使用寿命而爱用较低的效率相比,更经济。对于初期磨削效率较高的砂带,其最经济的寿命也许只有其在以低效率磨削时寿命的1/3。当然,把磨钝依次更换并用于更精细的加工,这还会使加工更经济,但这是另一回事。
决定何时更换砂带以获得较低的单件成本的简便方法是绘制一张如图3.21所示的简图,图中成本曲线是从试验结果获得。生产率曲线表示不同时刻加工的零件数目。
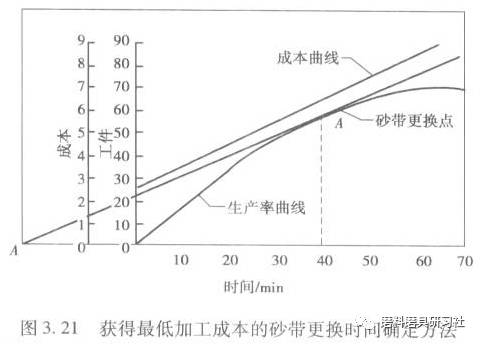 假定砂带成本是2元,停机更换砂带的时间为5min,相应地在此时间的劳动力费用应计入加工成本中(按劳务价格每小时6元计算)。
假定砂带成本是2元,停机更换砂带的时间为5min,相应地在此时间的劳动力费用应计入加工成本中(按劳务价格每小时6元计算)。
故本例中初始值为2.5元,随磨削时间的增加,劳务费用也相应计入加工成本之中,例如1h后,加工成本应是8.5元。
将成本曲线(直线)向左延长使之与成本基准线相交于A点。欲找出最经济加工条件和砂带更换时间,只需从A点生产率曲线作切线,对本例的情况,切点所对应的45min处为最佳更换时间。这个时刻之前或之后的任何时间更换砂带都将使成本上升。
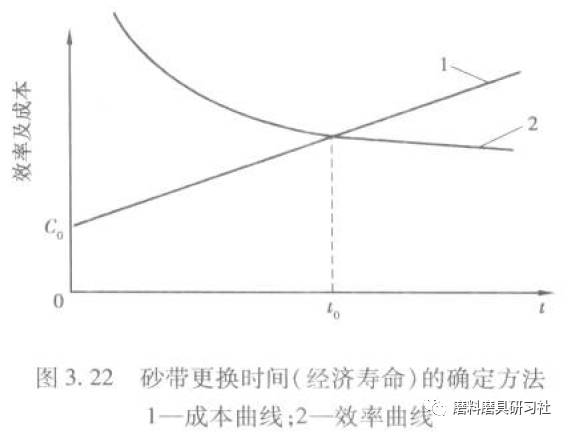
另一种确定砂带更换时刻的方法是画出成本对时间增加曲线及材料切除率对时间的降低曲线。两曲线相交点所对应的时刻即为砂带更换时刻。如图3.22所示。
耐用度是工具能够进行有效使用的时间。对于砂带磨削而言,砂带的耐用度是指砂带在满足一定磨削条件(如材料切除率、磨削力、磨削温度等)下进行磨削的时间,通常用秒(或小时)来表示,在实际应用中也有用累计磨削量来表示,即整个砂带所磨削的材料总量(mm3)或积累加工的工件数量。这种方法虽然不够严格,但简单,应用方便,能够大致反映出砂带耐用度的实际情况。
砂带的耐用度不同于砂轮耐用度,后者是指两次修整间的加工时间,而前者通常不能修整,一条砂带一直用到不能再用为止。所以砂带的耐用度仅从这点来看比砂轮长得多,一般都在4~10h。其耐用度,重负荷磨削时较短,轻负荷磨削时较长。差的可能仅用10~30,min,好的砂带能用上几天,这视具体加工条件而定。
二、更换砂带的判别原则
判别砂带使用是否已到期,主要是依据其磨损情况,当进入磨损末期,砂带的使用寿命也就终结,说明需换新的砂带。磨损是否进入末期,主要由下列参数反映:
1)材料切除率或磨削效率,当其下降到规定的树脂时,即可认为对本项磨削(给定磨削用量和其他条件)来说,砂带使用寿命已经到期。
2)磨削力。当磨削过程中磨削力超过某一规定值时,也可作为砂带使用寿命到期的标志。
3)磨削温度。磨削过程中,如果磨削温度好过了规定的标准,则也可认为砂带使用寿命到期。实际应用中,对判定温度是否超标直接的方法是观察工件表面是否出现烧伤。
以上判别仅仅是从磨削性能一个方面看的。实际生产中,生产成本也是一个很重要的因素,因为过早地更换砂带意味着工具消耗增多,过晚,磨削效率太低,工时费用增大,成本增高。所以判别砂带是否应该更换,要将这两者结合起来,而最终目标是尽量减少单件成本。统计表明:通过对单件产品的平均成本分析,砂带磨削在很高的生产率下进行时,虽然砂带寿命会因此而变短,但这与为了获得每条砂带最长的使用寿命而爱用较低的效率相比,更经济。对于初期磨削效率较高的砂带,其最经济的寿命也许只有其在以低效率磨削时寿命的1/3。当然,把磨钝依次更换并用于更精细的加工,这还会使加工更经济,但这是另一回事。
决定何时更换砂带以获得较低的单件成本的简便方法是绘制一张如图3.21所示的简图,图中成本曲线是从试验结果获得。生产率曲线表示不同时刻加工的零件数目。
故本例中初始值为2.5元,随磨削时间的增加,劳务费用也相应计入加工成本之中,例如1h后,加工成本应是8.5元。
将成本曲线(直线)向左延长使之与成本基准线相交于A点。欲找出最经济加工条件和砂带更换时间,只需从A点生产率曲线作切线,对本例的情况,切点所对应的45min处为最佳更换时间。这个时刻之前或之后的任何时间更换砂带都将使成本上升。
另一种确定砂带更换时刻的方法是画出成本对时间增加曲线及材料切除率对时间的降低曲线。两曲线相交点所对应的时刻即为砂带更换时刻。如图3.22所示。
-
 种类齐全,现货供应
种类齐全,现货供应
-
 同城直发,快速配送
同城直发,快速配送
-
 品质服务,客户群发
品质服务,客户群发
-
 分布广泛,业务便利
分布广泛,业务便利

版权所有 © 2023 泉州市天德砂带有限公司
工信备案:闽ICP备11021357号-3
公安备案:
 闽公网安备35050302000896号
闽公网安备35050302000896号
闽公网安备35050302000896号